Product Introduction
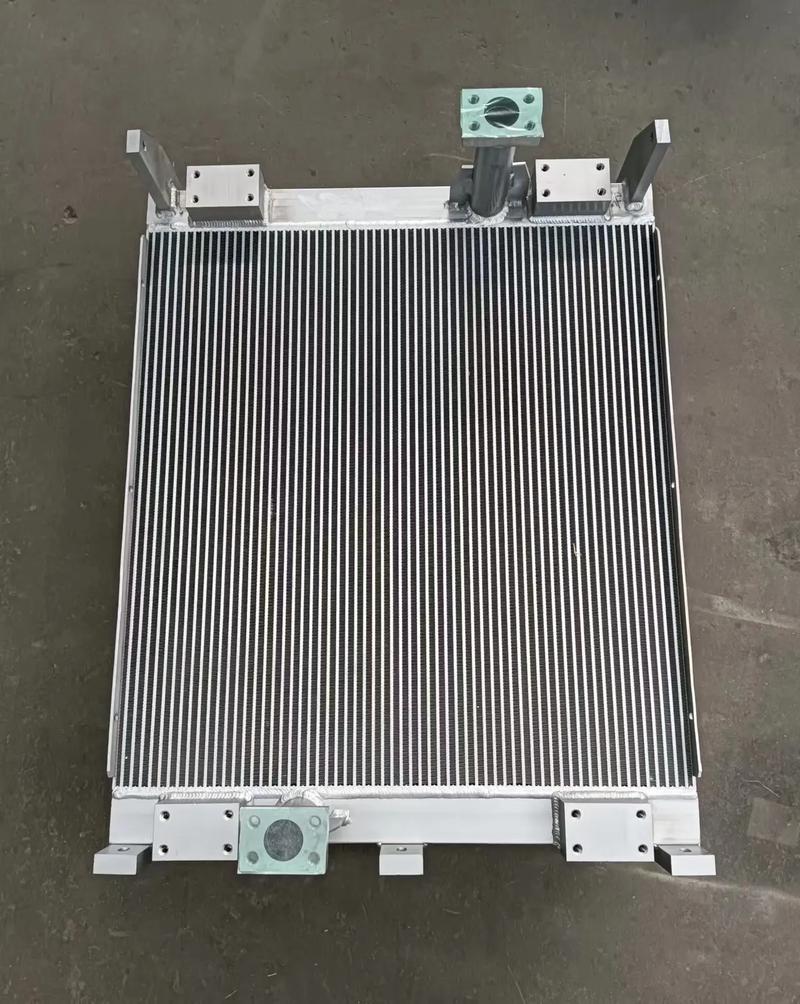
XCMG XE2000 Mining Excavator 804009513 Hydraulic Oil Radiator (Original Part No.: 804009513) is a core heat exchange component custom-built for the hydraulic system of the 192-ton XE2000 mining excavator, responsible for forced cooling of the machine’s high-pressure hydraulic oil. As the “temperature control heart” of the hydraulic system, it continuously dissipates heat generated during heavy-duty operations through efficient heat exchange, stably controlling oil temperature within the optimal 45-65℃ range. This prevents issues like oil degradation, seal aging, component internal leakage, and efficiency loss caused by high temperatures, ensuring the XE2000’s hydraulic system remains stable and efficient under 24-hour continuous heavy-duty, high-impact, and high-dust mining conditions.
This radiator adopts a mining-specific plate-fin structure, high-strength all-aluminum brazing process, anti-fouling louvered fins, and dual anti-clogging design. It matches the 810kW power and 35MPa high-pressure hydraulic system, delivering a maximum heat dissipation power of 180kW. It operates stably in extreme temperatures (-40℃ to 110℃) and high dust concentration (50g/m³), making it a key cooling component for ultra-large mining excavators to achieve high reliability and availability.
Core Technical Parameters (804009513 Hydraulic Oil Radiator)
- Part Number: 804009513
- Compatible Model: XCMG XE2000 Mining Excavator (192-ton class, 810kW, 35MPa hydraulic system)
- Structure Type: Plate-fin heat exchanger (all-aluminum vacuum brazing)
- Cooling Medium: Hydraulic oil (L-HV46/L-HS61 mining-specific anti-wear hydraulic oil)
- Max Heat Dissipation Power: 180kW (meets full-load cooling demands of 200-ton mining excavator)
- Working Pressure: 0.2-4.0MPa (adapts to hydraulic return and cooling circuit pressure)
- Burst Pressure Resistance: ≥12.0MPa (super pressure resistance, anti-cracking, anti-leakage)
- Fin Structure: Oil-side plain fins + air-side louvered fins (efficient heat transfer + anti-fouling self-cleaning)
- Fin Spacing: 1.8mm (oil side) / 2.2mm (air side, anti-dust clogging)
- Oil Inlet/Outlet: φ60mm flange connection (large flow diameter, pressure drop ≤0.12MPa)
- Outline Dimension: 1850×1260×120mm (ultra-large heat dissipation area, modular installation)
- Operating Temperature: Oil side -40℃~120℃; Ambient -40℃~85℃
- Protection Class: IP65 (waterproof, dustproof, anti-slag impact)
- Cleaning Method: Supports high-pressure water washing and compressed air blowing (easy maintenance design)
Application Scenarios and Working Condition Advantages
1. Core Application Scenarios
- 24-hour continuous heavy-duty excavation in open-pit coal and metal mines (iron/copper/gold)
- Extreme mining environments with high dust, high humidity, strong wind, and gravel splashing
- Mining construction in plateaus (>3000m), extreme cold (-40℃), and high temperature (>50℃) areas
- High-intensity mining with large bucket capacity (10-14m³), full load, and frequent combined operations
- Ultra-large mining excavators with large-flow, high-pressure, long-running hydraulic systems
2. Exclusive Working Condition Advantages
- Super Heat Dissipation Efficiency: Plate-fin structure expands heat exchange area by 15 times, 45% higher efficiency than shell-and-tube types; 180kW power quickly removes heat from 810kW full-load hydraulic system, stabilizing oil temperature at 55±10℃ and eliminating high-temperature alarms.
- Extreme Environment Adaptability: All-aluminum material resists temperature and corrosion, no brittle cracking at -40℃ or deformation at 110℃; louvered fins with large spacing reduce clogging and provide airflow vortex self-cleaning in 50g/m³ high dust.
- Impact & Vibration Resistance: Integral vacuum brazing with weld strength 90% of base material, withstands strong vibration/shock from travel, digging, and steering, no weld cracking or core leakage, 60% longer service life than ordinary radiators.
- Low Resistance & Large Flow: Optimized flow design with oil pressure drop ≤0.12MPa to avoid excessive return backpressure; φ60mm large flange adapts to XE2000’s high-flow return, ensuring smooth system circulation.
- Easy Maintenance & Long Life: External plain fins easy to clean with high-pressure water/air; built-in anti-fouling deflectors reduce sediment; service life ≥8000 hours with normal maintenance, lowering downtime costs.
Common Faults, Troubleshooting and Maintenance
1. Hydraulic Oil High Temperature Alarm (Oil Temp >80℃)
- Symptoms: Sustained high oil temperature, slow movement, reduced efficiency, high-temperature shutdown
- Causes: External fin clogging (dust/slag); internal sludge blockage; cooling fan failure; bypass valve malfunction
- Troubleshooting: Blow with compressed air/wash with high-pressure water; check inlet/outlet temperature difference (blocked if <45℃) and clean internally; repair fan motor/pump; replace failed bypass valve (opening pressure 0.45MPa).
2. Radiator Oil Leakage
- Symptoms: Oil seepage/dripping at welds or flanges, abnormal oil level drop
- Causes: Weld cracking from vibration; aged flange gasket; excessive installation stress
- Troubleshooting: Locate leaks via pressure test (1.5× working pressure) and repair welds; replace original fluororubber gaskets; correct levelness during installation to eliminate stress.
3. Excessive Return Backpressure (>0.3MPa)
- Symptoms: Hydraulic pump noise, seal leakage, weak movement, increased fuel consumption
- Causes: Internal flow passage blockage; fin collapse clogging; impurity deposition from damaged filter
- Troubleshooting: Chemically clean internal sludge; straighten collapsed fins; replace return filter to remove impurities.
4. Uneven Cooling & Local Overheating
- Symptoms: Large local temperature difference, partial cold zones, unstable oil temperature
- Causes: Local internal blockage; damaged fins; uneven airflow distribution
- Troubleshooting: Disassemble and clean blocked areas; replace damaged fin modules; adjust air guide shroud for uniform airflow.
Key Points for Purchase and Replacement
- Verify original part number 804009513, exclusively for XCMG XE2000, avoid non-original radiators with insufficient cooling, excessive pressure drop, or early failure.
- Replace flange gaskets, bypass valve, and return filter simultaneously, use mining-specific hydraulic oil to prevent contaminating the new radiator.
- Strictly control levelness and installation clearance (≥15mm between core and guard) to avoid vibration damage; torque flange bolts crosswise to standard (≥180N·m).
- Maintenance Schedule: Clean external fins every 250 hours; check temperature difference/backpressure every 500 hours; replace oil/filter every 1000 hours to extend service life.
With original quality, efficient cooling, extreme durability, and easy maintenance, XCMG 804009513 Hydraulic Oil Radiator serves as the “temperature control guardian” for the XE2000’s hydraulic system. It effectively solves mining high-temperature issues, ensuring continuous stable operation, making it the top choice for cooling systems of ultra-large mining excavators.

















